

Le nostre Tecnologie
L'arte della produzione di pistoni e segmenti.
PRODUZIONE DEI PISTONI
Tecnologia all'avanguardia. L'elevato livello delle tecnologie nei nostri cicli produttivi è il risultato di investimenti continui in nuovi macchinari selezionati tra i migliori brand nel mondo. Questo per garantire il miglior controllo dimensionale e le migliori proprietà di finitura nel prodotto finito.
La nostra esperienza. Ancora prima delle tecnologie, le risorse umane rappresentano l'elemento chiave della qualità dei nostri prodotti: l'esperienza e la competenza dei nostri operatori e dei nostri tecnici e ingegneri, unitamente alle nostre macchine e strumentazioni, costituiscono il nostro prezioso know-how nella progettazione e produzione di pistoni.

Scelta e preparazione dei materiali
I materiali grezzi che utilizziamo, dai lingotti in lega di alluminio ai rivestimenti speciali degli stampi, sono i migliori disponibili sul mercato; questo è il risultato di anni di ricerca e test.
Le leghe di alluminio sono certificate dai produttori e verificate con ispezioni visive regolari e analisi metallurgiche. L'intero processo di fonderia è sviluppato internamente, a partire dalle fasi di preparazione della lega, all'attrezzaggio delle machine alla colata.
Il degasaggio della lega fa uso di gas inerti come azoto per eliminare la presenza di idrogeno nell'alluminio fuso, al fine di ridurre i rischi da ritiro, difetti e porosità nel prodotto finito.
Il metallo fuso è accuratamente preparato seguendo protocolli stabiliti di controllo e colata per garantire grezzi della migliore qualità. Strumentazione speciale viene utilizzata per garantire la corretta esecuzione delle operazioni. Ogni forno è equipaggiato con sensori per il rilevamento in tempo reale della temperatura.
Colata in gravità
La nostra fonderia è equipaggiata con sei forni elettrici con una capacità totale di 1800 Kg di metallo fuso al giorno. Disponiamo di macchine automatiche, semiautomatiche e manuali per poter offrire flessibilità nei processi e poter gestire sia lotti di elevate quantità, sia piccole produzioni, garantendo la qualità di ogni singolo pistone.
I nostri stampi sono quasi esclusivamente sviluppati, ingegnerizzati e costruiti internamente. engineered and generally built internally. In casi eccezionali ci appoggiamo ad officine specializzate nella costruzione di stampi per pistoni. I nostri stampi sono sempre testati al 100% e l'intero processo di colata è controllato da software sviluppati appositamente e strumenti speciali per il controllo della temperatura.
Sono previsti ulteriori sviluppi con l'introduzione di unità robotiche automatiche.

Forgiatura
I nostri stampi sono sviluppati e prodotti internamente, costruiti in cooperazione con fornitori italiani fidati e altamente specializzati.
Per l'approvvigionamento di grezzi forgiati ci affidiamo a fornitori con i quali abbiamo stabilito rapporti di lunga durata: la condivisione di know-how e una profonda cooperazione tecnica fanno si che possiamo raggiungere i migliori risultati in termini di servizio e performance.
I migliori materiali grezzi sono selezionati per garantire le più elevate qualità del prodotto finito.
Trattamenti termici
Tutti i nostri pistoni sono trattati termicamente con trattamenti T5/T6 (tempra e invecchiamento) per ottenere le massime uniformità microstrutturale, purezza e resistenza all'usura.

LAVORAZIONI
Centri di lavoro CNC all'avanguardia
Per tutte le fasi iniziali di tornitura e le più delicate operazioni per la lavorazione delle gole segmenti.
Cicli automatici e inserti e tools altamente tecnologici.
Maximum precision of pinhole machining
Un unico processo di ottenimento del foro spinotto e relative lavorazioni (chamfering, grooving, facing) per garantire la massima coassialità.
4-axis CNC working centers
Per la fresatura di geometrie complesse sulle teste dei pistoni 4 tempi forgiati e fusi.
Profilatura speciale delle architetture all'interno delle teste dei pistoni 4 tempi forgiati.
Diamantatrice CNC
Macchine di ultima generazione ricavano le più complesse geometrie armoniche e non armoniche e ricavano profili speciali.
Attrezzaggi e macchine speciali
Per processi particolari (ottenimento dei fori per i pin anti-rotazione, assemblaggio degli spinotti) utilizziamo attezzature speciali sviluppate, ingegnerizzate e costruite dalla nostra Divisione macchine.
Trattamenti e rivestimenti speciali
In caso di applicazioni speciali, come il mondo racing, su alcuni pistoni sono richiesti trattamenti speciali e rivestimenti per ridurre il coefficiente di attrito o proteggere la testa del pistone dalle elevate temperature nella camera di combustione.
Disponiamo di impianti interni per:
- Riporto al Bisolfuro di Molibdeno con verniciatura a spruzzo
- Riporto di Bisolfuro di Molibdeno con serigrafia
- Rivestimento ceramico sulla testa del pistone
- Stagnatura
I processi di ossidazione sono sviluppati all'esterno da fornitori fidati.

Qualità
Negli anni abbiamo strutturato metodi di campionatura e protocolli qualitativi per assicurare che ogni lotto di pistoni rispetti gli standard qualitativi desiderati. Investiamo costantemente in strumentazioni all'avanguardia per migliorare le caratteristica dei nostri prodotti di cui andiamo più fieri: la qualità.
La nostra sala metrologica è equipaggiata con strumenti di ultima generazione per la misurazione e il test di ogni dimensione caratteristica dei nostri pistoni; un nuovo sistema di visione 3D è stato recentemente introdotto per l'analisi e il reverse engineering delle teste dei cilindri per lo sviluppo di pistoni con accoppiamento perfetto.
Svolgiamo analisi metallurgiche affidandoci a laboratori partner specializzati:
- Analisi microstrutturale e micrografica di leghe di alluminio e segmenti in ghisa.
- Analisi radiografiche
- Analisi dei rivestimenti in Nikasil
Magazzino e logistica
Servizio veloce e massima flessibilità sono le parole chiave della offerta di Meteor Piston.
Le consegne di prodotti a magazzino sono organizzate in tempi ridotti e i pistoni in lavorazione sono rilasciati in poche settimane grazie allo stock di grezzi e semi-lavortati.
L'ottimizzazione della logistica è un'altro importante aspetto in cui Meteor Piston ha recentemente investito: installando due magazzini automatici verticali Modula, i nostri processi logistici sono stati velocizzati e meglio implementati con i dipartimenti di produzione e pianificazione.
Questo ci permettere di essere veloci e flessibili anche in consegne rapide e lotti di piccole quantità.

PRODUZIONE DEI SEGMENTI
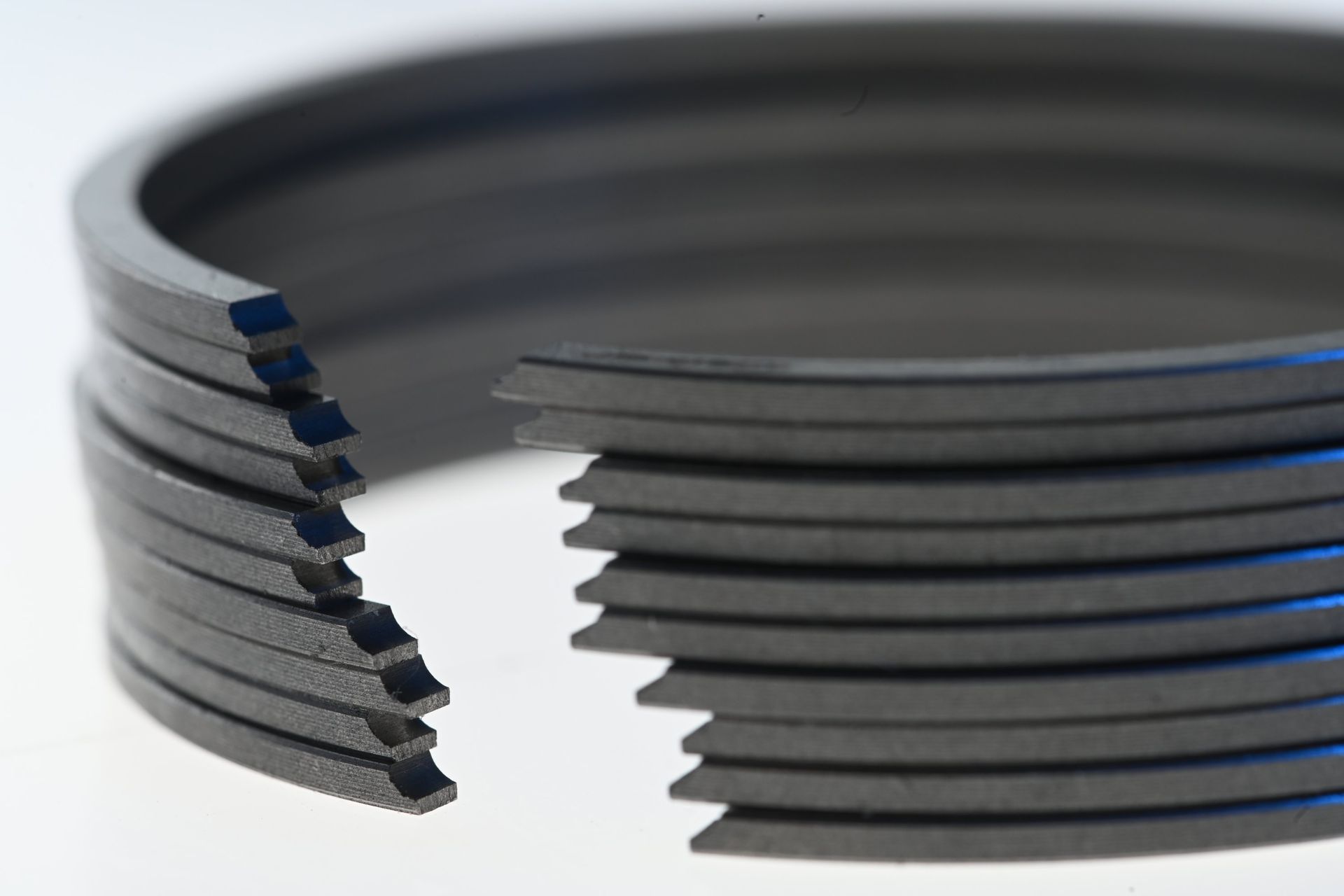
Non solo un segmento. Dietro a un semplice segmento c'è un grande lavoro di design e di ingegneria. Non semplice quanto sembra. Geometrie stabili, carichi tangenziali appropriati, precisione nella lavorazione, finitura perfetta delle giunzioni, dimensionamento corretto degli spessori: tutto questo è possibile grazie ad esperienza e know-how.
Materiali di alta qualità e massima precisione nella finitura delle lavorazioni. I nostri segmenti sono processati con lo stato dell'arte della tecnologia odierna e nascono da materiali grezzi di elevata qualità, fusi singolarmente.
SELEZIONE DEI MATERIALI
I grezzi dei segmenti Caber sono realizzati in fusione singola ovale.
I grezzi hanno dimensioni molto simili a quelle del prodotto finito e questo ci permette di garantire una grande stabilità dimensionale del pezzo.
Utilizziamo una grande varietà di materiali di partenza in confronto a sistemi semplificati di altre tecnologie produttive: ad esempio anelli in ghisa tagliati e portati in dimensione attraverso una deformazione termica.
Questo significa che Caber dispone di un grande stock di materiali per poter produrre un vasto range di prodotti in termini di materiali e dimensioni. Questa peculiarità ci permette di avere grande flessibilità e tempi di produzione ridotti al fine di garantire consegne rapide. h
LAVORAZIONI
Doppia tornitura ovale
La performance del segmento è principalmente definita da questa lavorazione.
Ai pezzi viene conferita la forma per mezzo di doppia tornitura interna ed esterna ovale, a mezzo di camme: un processo in cui il grezzo, già in forma ovale, è contemporaneamente lavorato sul diametro interno ed esterno contemporaneamente. Viene poi rimosso un settore, pari all'apertura che deve avere il segmento aperto, che gli darà la forma rotonda, il carico tangenziale e la corretta distribuzione di carichi quando viene chiuso all'interno della canna del cilindro. Una volta dentro il cilindro, il segmento si accoppia perfettamente con la canna del cilindro, senza passaggio di luci e esercita il corretto carico radiale sulla parete del cilindro per la specifica applicazione per cui il segmento è prodotto.
Multi-axis CNC turning special machines
Centri di tornitura a più assi CNC (fino a 7 assi) progettato e costruito da Caber per una lavorazione accurata dei segmenti: profilatura del diametro esterno, tornitura conica, esecuzione dello scalino esterno, lavorazione delle gole dei segmenti raschiaolio, finitura interna, smussatura interna ed esterna, esecuzione di gole interne; tutte queste operazioni vengono eseguite in un unico piazzamento per garantire la massima coassialità.
Calibrazione gioco punte
Massima precisione in fresatura e rettifica di calibratura del gioco punte dei segmenti.
Fresatura tagli speciali
Così come i segmenti per motori a due tempi, che prevedono un taglio retto con fresatura per creare la sede del grano di fermo, gli anelli di tenuta posso essere realizzati con diversi tipi di taglio e aggancio: taglio a gancio, taglio a baionetta, taglio obliquo anche in dimensioni molto piccole, ad esempio per compressori, cilindri idraulici e diversi componenti nelle unità di controllo automotive (sterzi, trasmissioni).
Lappatura e pre-rodaggio
I segmenti che vengono utilizzati in applicazioni che devono lavorare ai massimi regimi sin dalle fasi iniziali sono soggetti ad una lappatura in una macchina speciale che ne simula il pre-rodaggio che facilita la scorrevolezza per l'utilizzo immediato a massimo regime.
Marcatura laser con orientamento automatico del top verso l'alto
I segmenti che hanno un verso di montaggio sono automaticamente orientati con top verso l'alto per una corretta marcatura.
Macchine CNC per la fresatura o foratura dei passaggi olio nei segmenti raschiaolio
Macchine sviluppate appositamente per l'esecuzione dei fori o delle feritorie nei segmenti raschiaolio.
Rettifica dei piani inclinati dei segmenti semi-trapezoidali e trapezoidali
Macchina progettata per la rettifica dei piani inclinati dei segmenti semi-trapezoidali (in una fase) e dei segmenti trapezoidali (in due fasi) a doppio asse per un avanzamento con incremento di 0.001 mm e sofisticato CNC.

Utensili e attrezzature dedicate
Quasi ogni misura di segmento necessita di attrezzature e utensili dedicati su ogni macchina per la massima precisione delle lavorazioni e i corretti parametri di lavoro.
Un grande numero di utensili è pertanto stoccato in un magazzino verticale e organizzato in gruppi combinati agli ordini.
Qualità
Protocolli di controllo qualità sono applicati durante il processo e nella fase finale per tutti i segmenti prodotti.
Una sala metrologica con metrology room is available for deep analysis of all piston rings features and loads to test rings compliance with the designed parameters.
Strumenti di ultima generazione ci permettono di controllare i profili e la rugosità superficiale con elevata precisione e dati di output multipli.

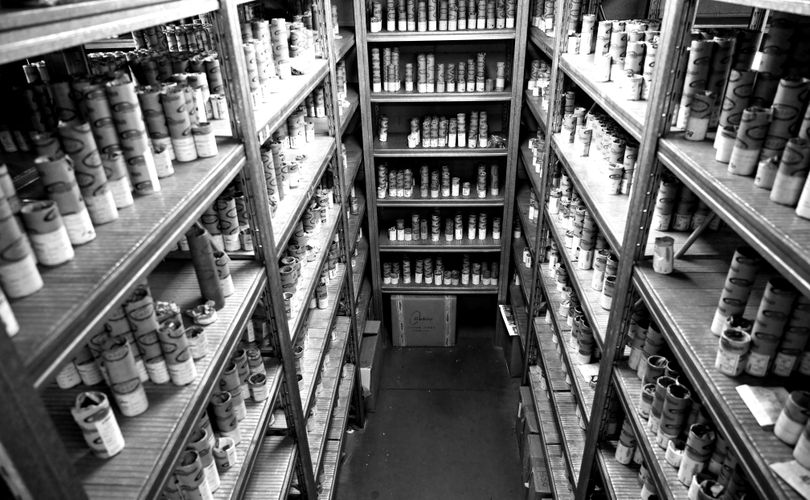
Magazzino e logistica
Produzione e consegna rapide sono garantite grazie al vasto stock di materiali grezzi e prodotti finiti disponibili nel nostro magazzino.